
旋盤の面取り加工に最適なチップ選び|種類・条件・失敗しないポイント

旋盤の面取り加工に最適なチップ選び|種類・条件・失敗しないポイント
旋盤での加工において「面取り」は欠かせない工程の一つです。面取りを正しく行うことで、製品の仕上がり精度や安全性が大きく向上します。
しかし、「どのチップを選べばいいのか」「切削条件はどう設定すべきか」と悩む方も多いのではないでしょうか。
本記事では旋盤の面取り加工におけるチップの種類や選定ポイントを初心者にも分かりやすく解説します。
旋盤における面取り加工とは
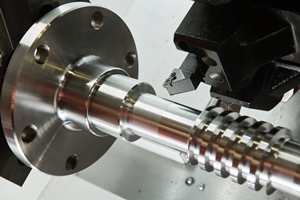
面取り加工とは、ワーク(加工対象)のエッジ部分を斜めに削る加工のことです。バリの除去や組み立て性の向上、美観性の確保などを目的として行われます。
旋盤加工においては、端面や穴の入口・出口部分に面取りを施すのが一般的です。特に自動車部品や機械要素部品では、寸法精度とともに仕上がりの品質が重要視されるため、面取りは欠かせません。
面取り加工の目的
- バリ取り:切削後に残る鋭利な部分を除去し、安全性を高める。
- 組立性向上:部品同士のはめ合いをスムーズにする。
- 美観性の確保:完成品の見た目を整える。
- 耐久性向上:角部の応力集中を防ぎ、部品寿命を延ばす。
旋盤で行う面取りの種類
旋盤での面取りは大きく以下の種類に分けられます。
- C面取り:角度を付けて削る一般的な方法。
- R面取り:角を丸く仕上げる方法。応力集中を防ぐ用途で多用される。
- バリ取り加工:小さなエッジを削り、鋭利さをなくす。
旋盤用チップの種類と特徴
旋盤加工に用いるチップ(切削工具先端の交換部品)は、加工精度や仕上がりに直結する重要な要素です。
面取りに適したチップを選ぶことで、効率よく高品質な仕上がりを得られます。
材質別のチップ種類
| チップ材質 | 特徴 | 適用例 |
|---|---|---|
| 超硬チップ | 耐摩耗性が高く、鉄やステンレス加工に適している。 | 量産加工、自動車部品 |
| セラミックチップ | 高硬度材料に強いが欠けやすい。 | 鋳鉄、耐熱合金 |
| ダイヤモンドチップ | 極めて硬く、非鉄金属や樹脂加工に最適。 | アルミ、樹脂 |
| CVD/PVDコーティングチップ | 耐摩耗性と耐熱性を高めた汎用型。 | 鉄・ステンレス全般 |
形状別のチップ選定
面取り加工においては、チップの形状選びも重要です。一般的に以下の形状が用いられます。
- 三角形チップ:エッジ強度が高く、荒加工向き。
- 菱形チップ:仕上げ加工に適し、汎用性が高い。
- 丸形チップ:耐欠損性が高く、R面取りに有効。
面取り加工における切削条件の設定
面取り加工を成功させるには、切削条件を適切に設定する必要があります。
条件が合わないとチッピング(刃先の欠け)やバリの残留につながります。
切削速度の目安
チップ材質や加工対象によって適切な切削速度は変わります。以下は目安値です。
- 鋼材:100〜150 m/min
- ステンレス:80〜120 m/min
- アルミ:200〜400 m/min
送り速度と切込み量
面取りは精度が求められるため、送り速度を速くしすぎると仕上がりが粗くなります。
一般には0.05〜0.2 mm/rev程度、切込み量はC面取りで0.2〜1.0 mm程度が推奨されます。
面取りチップ選びで失敗しないポイント
チップ選びで失敗すると、加工精度や工具寿命に悪影響を与えます。以下のポイントを意識しましょう。
- 加工材質に合った材質のチップを選ぶ。
- 仕上げ精度に応じて形状を選定する。
- コーティング有無を確認し、耐久性を確保する。
- 工具メーカーの推奨条件を参考にする。
よくある質問(FAQ)
Q1: 面取り加工に専用チップは必要ですか?
必ずしも専用チップでなければならないわけではありませんが、仕上げ精度や加工効率を考慮すると専用設計のチップを使用するのが望ましいです。
特に量産加工では工具寿命が安定し、バリ発生の抑制にも効果的です。
Q2: 面取り寸法はどうやって決めますか?
面取り寸法は設計図面に指示がある場合が多いですが、バリ取り程度なら0.2〜0.5mm程度、組立性向上目的なら1mm以上といった基準が一般的です。
ただし、用途や組立部品との関係によって最適寸法は異なります。
Q3: 面取り加工でバリが残る原因は?
主な原因は切削条件の不適切設定(送り速度が速すぎる、切込み不足など)、工具摩耗、被削材の硬度不均一などです。
対策としては切削条件の見直しや新しいチップへの交換が有効です。





コメント